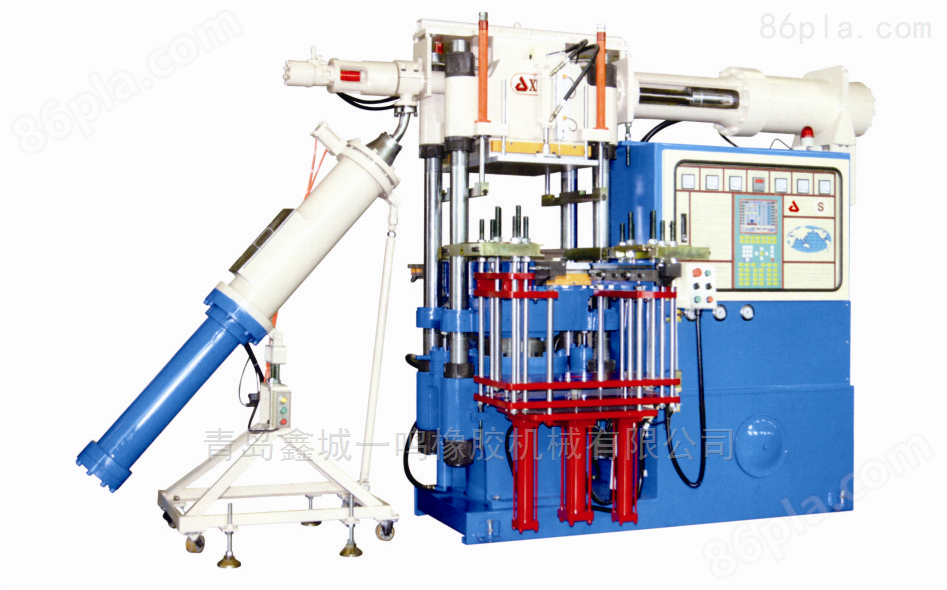
全自动卧式注射机特点介绍:
1.力学设计
机座采用特殊力学设计, 平面精度佳, 制成品外观美, 品质优。
2.入料系统
特殊二段式入料设计, 能使原料得到好的排气效果, 又不死料之功能。
3.射出量控制
采用高精密度德制电子尺设计, 能准确的控制与计算射出量之大小。
4.转射板设计
具特殊的座进、座退功能, 可使射嘴不死料。清料容易, 品质稳定。
5.安全设计
备有日制高科技红外线安全电眼
注意事项:
1、开机之前:
(1)检查电器控制箱内是否有水、油进入,若电器受潮,切勿开机。应由维修人员将电器零件吹干后再开机。
(2)检查供电电压是否符合,一般不应大于±15%。
(3)检查急停开关,前后安全门开关是否正常。验证电动机与油泵的转动方向是否一致。
(4)检查各冷却管道是否畅通,并对油冷却器和机筒端部的冷却水套通入冷却水。
(5)检查各活动部位是否有润滑油(脂),并加足润滑油。
(6)打开电热,对机筒各段进行加温。当各段温度达到要求时,再保温一段时间,以使机器温度趋于稳定。保温时间根据不同设备和金属原料的要求而有所不同。
(7)在料斗内加足足够的金属。根据注射不同金属的要求,有些原料先经过干燥。
(8)要盖好机筒上的隔热罩,这样可以节省电能,又可以延长电热圈和电流接触器的寿命。
2、操作过程中:
(1)不要为贪图方便,随意取消安全门的作用。
(2)注意观察压力油的温度,油温不要大于规定的范围。液压油的理想工作温度应保持在45~50℃之间,一般在35~60℃范围内比较合适。
(3)注意调整各行程限位开关,避免机器在动作时产生撞击。
3、工作结束时:
(1)停机前,应将机筒内的金属清理干净,预防剩料氧化或长期受热分解。
(2)应将模具打开,使肘杆机构长时间处于闭锁状态。
(3)车间备有起吊设备。装拆模具等笨重部件时应十分小心,以确保生产安全。
全自动卧式注射机常见问题:
不正常的噪音产生,表示有零件损坏或调整不当,应按噪音发出的位置查明原因即时维修。
1、油箱内的液压油不足,油泵吸入空气或滤油器污物阻塞都会造成油泵缺油,引致油液中的气泡排出撞击叶片而产生噪音,解决的方法是检查油量,防止吸入空气及清洗滤油器。
2、液压油粘度高、增加流动阻力,需要更换合适的液压油。
3、由于油泵或电机的轴承或叶片损坏,联轴器的同心度偏差引起噪音,须调整同心度或更换零件。
4、方向阀反应失灵但功能仍在,如阀心磨损,内漏、毛刺阻塞、移动不灵活,电磁阀因电流不足而失灵亦会产生噪音。解决的方法是清洗阀芯,阀芯磨损须更换新件,电流须稳定及充足。
5、液压元件损坏或油路管道阻塞令液压油高速流动时产生噪音。
6、机械部分故障,轴承磨损或机械缺乏润滑油或零件松动,应找出原因将零件紧固或更换,








 关闭
关闭 电话
电话 询价
询价
